Advanced Composite Repairs | Acert
When good is enough is not good enough
The purpose all this we believe even if you are one of the biggest composite manufacture we would love to share our knowledge with you at no cost please keep reading we would love if you book mark our website, The 70th anniversary of the Spitfire also is the 70th anniversary of composites – during design of the Spitfire, Aerolite plastic material was developed, August 1940 by Norman De Bruyne and George Newell at ARL (Aero Research Limited, UK) as insurance against aluminum shortages. They developed a flax (slender-stemmed plant which yields long unidirectional fibers) reinforced phenol-formaldehyde resin matrix . The weight savings benfits of bonded doublers and bonded aluminum or wooden skins to underlying wood or metal structure were later demonstrated. He patented the use of this adhesive to bond aluminum honeycomb core and sheet metal using this structural adhesive and metal to balsa cored structures. The present day redux is the evolution of this resin and is available from Loctite/Hysol. A thin film of adhesive is applied to both substrates and then dusted with a powder hardener and cured for 30 minutes at 290 F at 100 psi, yielding a shear strength of 4950 psi, not bad. Flax fiber and phenolic resin was the progenitor of carbon fiber epoxy development in the 60’s.
MXS-R Edge 540
- 100% carbon composite airframe (the only Red Bull air racer which is, flown by Nigel Lamb).
- Toray carbon fiber (Modulus of 3000 to 6000 Mpa/435 to 870 ksi)
- 380 hp
- 1280 empty weight (500 – 600 lb airframe)
- 450 degrees/sec roll rate (the metal frame carbon skin version has a slightly slower roll rate 420)
- 4500 fpm climb
- The only racer with winglets, will talk about those in a moment
Spaceship 2
WN 2 carries SS2 to 50,000 feet, 6 passengers and 2 pilots in the SS2 suborbital space plane will rocket out to 68 miles (360,000 ft) and 2,600 mph for 5-minutes and then become a glider again at 80,000 ft and land 25 minutes later. White Knight 2 undergoing captive carry testing now.
V-22
- it’s own special “category” of powered lift says it all
- (2) 6150 hp engines
- 250 kts (290 mph) top speed
- 57000 lbs max gross wt
Winglets
Supplied by Ducommon, GKN, Kawasaki Heavy inductries. Without winglets, aircraft, especially heavy aircraft , create a downdraft effect at the windtips, just inboard of the tip. Introducing a non-planar element, winglet, effectively increases the wingspan and creates a high-pressure outboard, low pressure inboard effectively reducing induced drag , increasing lift at low speed/high angle of attack. They reducing thrust needed during landing and therefore also reduce noise. They can cut an aircraft’s fuel consumption by 3 to 5%. In the case of a 737, they add nearly 5 ft effective wingspan. Graphite spar, graphite/honeycomb skins, aluminum leading and trailing edges
C-17
- 450 kts
- 45,000 service ceiling
- half a million pound takeoff
- weight capable (585 k lbs)
- Max gross weight (585 k)
- minimum 3000 feet takeoff run
Carbon Cub
- 180 hp
- 1320 max gross weight
- 400 feet takeoff distance
- 2000 feet per minute climb
Guru Bicycle Frame
There continues to be a synergy between aviation and bicycles. The Guru carbon fiber prepreg bicycle weighs 1.6 lbs…most cyclists (typically lean people) daily weight change is less than the weight of this bicycle.
- V-22
- C-17
Nigel Lamb’s MX2 Edge 540 RedBull Air Racer: 450 degrees per second roll rate vs. 420 for the conventional Edge , they call it the “Edge beater” Carbon Cub STOL airplane all demonstrate the awsome performance possible when designing with composites (carbon in particular). The reality of maintaining the C-17 resulted in creation of a modern composite repair facility at Elmendorf AFB (Alaska), level of the playing field in the RedBull, Nigel Lamb in the placing second to his British colleague ( ) and the capabilities of composites created a hot rod “light sport” Carbon Cub which in the hands of a capable pilot won this years . Of course engine technology plays a big part in this, but it’s apparent you get more payload and fun for the same horsepower. Government regulatory (FAA) and maintenance engineering organizations (us) have an equally awsome challenge to keep up with the performance capabilities of composites, particularly carbon. From the very beginning there has abeen a synergy between aircraft and bicycles design , so I can not leave the latest carbon composite bicycle frame. It’s called the “ Guru” and it’s fabricated from . I actually got to see (and lift) one of these frames in Lake Placid this summer. The joke is that the frame weighs less than the daily variation in most cyclist’s weight.
40’s -phenolic resin based composites produced with cellulose (and other fibers). Most superior had tensile, compressive , flexural and impact strength and moisture and flammability resistance. As so often is the case, Development effort was paralleled in the US was the progenitor of carbon fiber epoxy development in the 60’s oriented wood fiber plies and resin. Glass and poly resin “MINE SWEEPER HULLS, NON METALLIC”
60’s Glass fiber and epoxy 747 FLIGHT CONTROL SURFACES
70’s Aramid fiber and epoxy – WING TO FUSELAGE FAIRINGS High modulus carbon and epoxy – FLIGHT CONTROL SURFACES WHICH DIDN’T FLUTTER
80’s Toughened epoxies – PRIMARY AIRCRAFT STRUCTURE (TAILCONE, VERTICAL FIN, FLOORBEAMS)
90’S Improved manufacturing processes – RTM, FILAMENT WINDING
We Offer:
- In-depth step-by-step patches
- Classical analysis or FEM.
- Remediation of blade repairs guidelines,
- Damage detection detailed, including NDI troubleshooting,
- Easy blade balance solutions
- Fatigue life estimates.
Helpful Terminology:
- Non-homogeneous – a material composed of reinforcement fibers, matrix resins and sometimes core materials.
- ORTHOTROPIC (not tropical bud killer): composites have directional mechanical properties,
- ANISOTROPIC: ORTHOTROPIC materials are ANISOTROPIC, i.e. their properties depend on the direction in which they are measured.
- FIBERS – provide tensile, compressive and shear strength and in plane stiffness – orient fibers at +/- 45 degrees provides for shear strength, placing fibers in tension and compression.
- RESIN – provide fiber support, but also limit temperature applications (typical epoxies are good to 350F), provide inter-laminar and bonding strength.ADVANTAGES
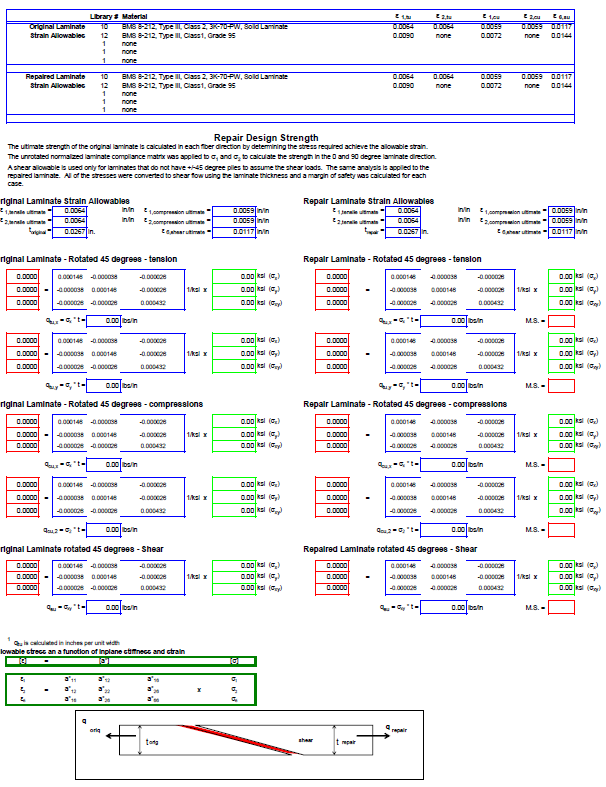
- Big advantage over metal bond is the simple prebond surface preparation – remove peel ply and bond, at least that’s that the textbooks will lead you to believe , more on that later.For composites Analysis entails comparison of running load (S) capability of composite repairs vs. running load capability of the original structure. Hooke’s Law is expressed i.t.o. strain (for composites) : Epsilon (strain) = (1/E) X Sigma (stress), 1/E is called Compliant (S) Vs the more familiar form for metals: Hooke’s Law i.t.o. stress (for metals) : Sigma (stress)=E X Epsilon (strain).
Advantages compared with conventional riveted sheet metal aircraft construction
- High strength – specific tensile strength of carbon is 2,400,000 vs 750,000 for aircraft aluminum alloy (> 3 : 1 advantage) and specific carbon tensile modulus is 170,000,000 vs 103,000,000 for aluminum (1.65: 1) .
- Specific strength is a materials strength (force per unit area at failure, N/m2) divided by it’s density (kg/m3 ) = Nm/kg ( Also known as it’s strength –to-weight ratio. Making weight savings worth the higher material cost.
- Fewer parts/larger panels in final assembly, often a bigger advantage than weight savings.
- Fewer Fasteners, fewer weak links,
- Fatigue Resistant, crack propogation does not occur, and delamination growth is rare. Metals are preferred for parts subjected to high cycle fatigue (rotor hub, structural fittings). Must be cautious with interfaces with carbon composites to prevent galvanic corrosion when in contact with aluminum.
- High cycle fatique where stresses and strains are largely confined to the elastic region.
Disadvantages
- Process critical/complex manufacturing and repair, most aerospace parts are made in an autoclave but an autoclave will not be available for their repair.
- Moisture ingression into core, many consider to be the biggest area of aggravation.
- Barely detectable impact damage is a big concern. Bruisable paint sytems are in development.
- Temperature limatations of course refer to Tg (glass transition) , the temperature at which an amorphous polymer s.a. epoxy resin transitions from a glass state to a rubbery state
- 155C /311 for a 350 cure prepreg resin.
- Carbon fiber /epoxy based composite structures experience delaminations, disbonds, cracking and surface blistering at temperatures beyond 550ºF.
Composite Material Specifications, Different OEM’s, different philosophies for categorization
- Boeing : hundreds of material spec and separates them into the most minute differences.
- Type of fiber
- Unidirectional/woven
- Fiber areal wt (grams/square meter)
- Resin content,
- Cure temperature
Boeing Common Material Specifications
- BMS 4-4 aluminum honeycomb core
- BMS 9-3 dry fiberglass
- BMS 9-8 dry carbon fiber
- BMS 8-201 laminating resin
- BMS 8-301 laminating resin
- BMS 8-79 250°F prepreg fiberglass
- BMS 8-196, 150 F cross ply prepreg, E-glass (CH-47 blade skin)
- BMS 8-139 350°F prepreg fiberglass
- BMS 8-168 250°F prepreg carbon
- BMS 8-212 350°F prepreg carbon
- BMS 8-276 350°F prepreg carbon
- BMS 8-219 250°F prepreg Kevlar
- BMS 5-129 250°F film adhesive
- BMS 5-154 350°F film adhesive
- BMS 5-90 foaming adhesive
We have listed just a few Boeing and McDonnell Douglas spec above as mentioned, hundreds of material specs and separates them into the most minute differences. Laminating resin for wet layup, laminating resin for 250 cure, 350 cure, etc. Typically higher cure temperature equates to stronger laminate, higher quality organic chemisty, s.a. BMS 8-276, 350 cure carbon prepreg with toughened epoxy, used on the 787. Giving you an idea how and minute characteristics of a 350 cure prepreg carbon would be called out:
Very important I you are doing analysis
BMS 8-212, or 276-Class, 1 and 3 = unidirectional tape -2 = woven fabric,
Grade is specified as: “3K-70-PW = 3000 filament yarn, 70 FAW (g/m2), PW = plain weave, worked flat or “3K-135-8H = same, 135 FAW, 8-harness satin
- Type, I = 42% resin content by weight,
- Type II = 35 percent,
- Type III = 37 %
McDonnell Douglas
- DMS 2386 dry carbon fiber
- DMS 2288 250F prepreg fiberglass, Kevlar and carbon
- DMS 2224 350 F prepreg carbon
- DMS 2169 250 F film adhesive
- DMS 1974 non-metallic honeycomb
(say it quietly) According to Mayier, McDonnell Douglas has a reputation for higher quality composites. A broader range of materials into the same spec, relying on industy specifications in many cases, s.a. AMS-C-9084 Glass Cloth for Resin Laminates, DMS 2224 350 cure prepreg carbon is used on the F-18, C-17 and MD-80.
THREE PRIMARY CATEGORIES of REINFORCEMENT FIBERS
Glass Fiber
- Greatest strength per dollar
- Heaviest per ply for a given thickness
Unique properties which determine their typical applications.
Aramid (common trade name Kevlar)
- Greatest strength per pound
- High penetration resistance (NOT impact resistance)
- Poor interlaminar shear strength and peel strength
- Desirable properties necessitate special tools for cutting drilling and sanding
KEVLAR 29 – its’ thermoplastic nature gives it poor bonding characteristics, poor interlaminar shear strength and poor peel strength properties – BUT THESE ARE THE VERY CHARACTISTICS THAT GIVE IT IT’S EXCELLENT PENETRATION RESISTANCE (not IMPACT resistance, which you’ll hear sometimes) this tenacious fiber, does not like to be cut or the yarns separated and it delaminates when impacted. it’s straw-like structure makes it is lightweight too (great for bullet proof vests and engine containment bands) – but these straws also act to wick-in moisture.
- coeff of thermal expansion = -4.0 (fiber direction, it shrinks) and 57 (transverse) vs 4 and 16 for glass and -0.4 and 18 for carbon.
- So, despite it’s desireable properties for bullet proof vests, it’s ease of delam and effects of moisture egress (due to the straws) you don’t’ see it aerospace much anymore, although it has been used for large unsupported parts s.a. wing to body fairings due to it’s light weight,
Carbon and Graphite
- Often confused with graphite
- Highest performance – greatest stiffness per pound
Stiffness Modulus values ranging from 30 Msi to 100+ Msi (graphite) Specific Strength of of carbon is 2,400,000 vs 750,000 for aircraft aluminum alloy (> 3 : 1 advantage) Pregressively used more and more in primary structure – 737 1800#, 757 – 3000#, 767 3600#, 777 – 22, 500# (empennage and floor beams), 787 50% of the structural weight is composite, the wings and fuselage, mostly carbon,
Misc – Boron
Gained popularity in the 60’s when it was the stiffest fiber available and used on faster aircraft (F-15 vertical stabilizer and F-14 horizontal and vertical). Boron is a unique fiber which has a 12-15 micron tungsten fiber core with boron deposits around it for a total thickness of 140 microns. Compare this to carbon with a 3 micron filament diameter and it is apparent it is too thick to be woven – so available only as a unidirectional tape. Typically boron stiffeners are bonded as material is difficult to drill with a tendency to crack around rivet holes. Boron fibers are super stiff and will easily go through a finger.
Fiber Terminology
- SELVAGE – runs the length of the roll along the edge to prevent unraveling
- WARP YARNS – run the length of the roll
- FILL YARNS (OR WEFT YARNS IF YOU’RE FRENCH) – run the width of roll
- FILAMENTS – individual fibers
- STRANDS are non-twisted bundles of filaments and strands are twisted to form YARNS
However If you are analyst this is helpful to know because the harness satins have a higher yarn count and therefore you could be paying an unnecessary weight penalty.”THE WARP YARNS ARE USED IN SPECIFYING THE PRIMARY ORIENTATION IN LAMINATING THE REINFORCEMENT FIBERS AND FILL YARNS.
Weave Styles
- BMS 9-3 Glass Reinforcements for Laminated Plastic Products
- BSM 9-8 Graphite Reinforcements, Yarn and Fabric
The of them rules of thumb to help with weave style choice: (twill weave, crowfoot ,5-harness satin, 8-harness satin). Another import factor in selecting a weave style is ENVIRONMENTAL DURABILITY and DAMAGE TOLERANCE. If you want to follow Mayiers rule 8-harness satin weave provides better damage tolerance (recent improvement). Plain weave, worked flat, will give nearly the same strength as an 8-harness satin. So according to Our, the guideline you see in some older texts that “the higher the satin count, the higher the mechanical properties” isn’t true.
- BMS 9-8 – The McDonnell Douglas purists would change “graphite” to carbon, and “yarn” to “toes”.
Laminating Resins WET LAY-UP LAMINATING RESINS
- Polyester Resin
- Vinyl ester Resin
- Epoxy
Resin – General
- In no case shall one resin be substituted for another
- Resins provide wide variety of properties
- Polyester resins are non-magnetic , particulary well suited for Mine Sweeper Hulls in the 40’s)
- Toughened epoxy well suited for primary aircraft structures (floor beams, tailcone, vertical fin)
POLY
- High shrinkage (styrene continues to outgas for years (they don’t like to fully cure in oxygen, you’ll smell it inside a boat),
- Low elongation (brittle)
- Poly already contains all the chemicals required for cure (including an inhibitor which MEKP removes, modify the cure rate with the catalyst),
VINYL ESTER RESIN
- Temperature Limitation (glass transition) = limited to 105 C/220F (therefore advanced composites dominated by epoxy resins)
- Shear strength of resin is high
- Bond strength highly dependent upon surface preparation. Consensus was to use details provided with peel ply, light scuff and spare E the solvent wipe, why risk contamination. (straitforward surface preparation is an advantage of composites over metal)
EPOXY
- Greatest bond strength, least elongation and negligible shrinkage
- Max glass transition about 350 F.
- Qualifying a new laminating resin is far from trivial…
- (NAVAIR) invested $1.5m to qualify a commercially available resin that is a suitable replacement for EA9390
- Down selected candidate: Magnolia® Plastics 7590 resin system
Prepreg Materials
- High Performance
- Resin-bath method of impregnation
- FILM ADHESIVE
- Film-forming
MATERIAL SPECIFICATION AND CURING PREPREGS
This is the secret behind the Guru bike frame and the carbon cub and the V-22 fuselage and the M-model blade spar, etc.
- Glass or carbon.
- Resins are typically high performance which are difficult to make liquid enough to make into laminateing resins
- To enable impregnation of the reinforcing material:
- The resin and hardener are heated, mixed together and diluted with solvents. (this is the “A” stage)
- The roll of reinforcement is fed through the resin bath , impregnated and run through rollers to squeeze-out the excess resin
- Prepreg is fed through a drying tower to evaporate off the solvent
- Prepreg is rolled up with a plastic backing film to prevent the resin from curing any more (this is the “B” stage). Typical cold storage shelf life 12 months from date of manufacture when stored at 0 degrees F or colder. WIP material has an out time limitation also (14 days at 65 to 80, 60 % RF max, with a mid-point coupon and drape test requirement). The resin will still flow when heated. Once the resin will no longer flow when heated, this is referred to as the “C” stage.
Problem with resin-bath method is that solvent remains in the prepreg and if not removed during the cure with breather cloth to provide for an out-gassing path, which I’ll discuss later in the talk about vacuum bagging) will result in void content in the laminate. Consequently the FILM FORMING method is available and is a popular method for fabricating film adhesives. Film forming uses resins which are not heavily diluted with solvents. During the film forming process, a thin film of resin is deposited on one side of the reinforcement or scrim cloth carrier, in the case of film adhesive. You end up with an OST (one side tacky) film, which has it’s advantages when laying up a repair. For Example
- Boeing BMS 8-168 (250 cure) or 8-212 (350 F cure) or controls
- Class: uni or woven
- Grade: fiber areal weight
- Type: resin content
- CURING PREPREGS